




Mașină de formare a rolelor de tavan cu grilă T
Numele mașinii:
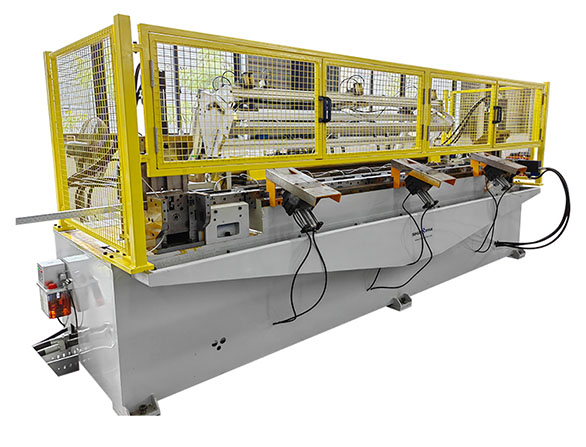
Mașină automată de profilare a grilei principale în T, de mare viteză, cu specificații multiple, prin schimbarea unui set de unități de profilare cu role (COMBI).
Unitate de formare cu role folosind cutie de viteze
1.1. Linia de producție a barelor în T poate fi monitorizată de un PLC. Dacă linia de producție a barelor în T prezintă erori, PLC-ul le va localiza. Întreținerea este ușoară pentru lucrători.
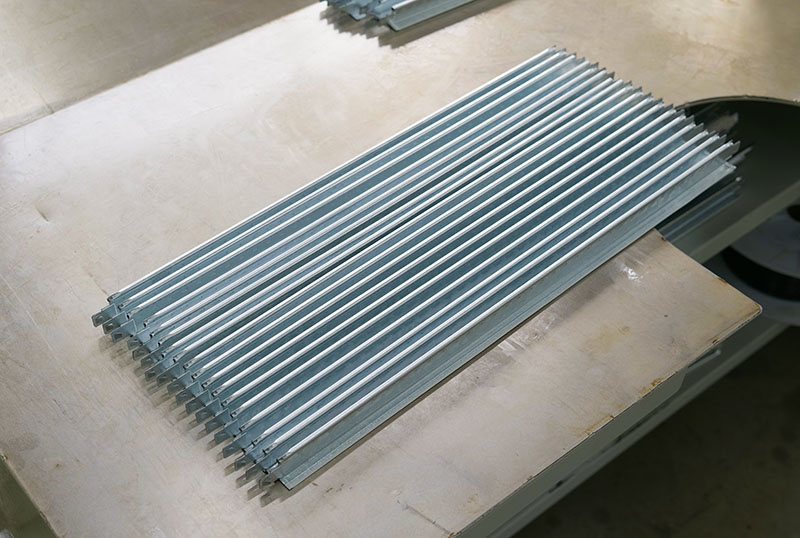
1.2. Viteza de producție a barei T este de 0-60 m/min. Viteza medie a barei transversale T este de 36 m pe minut. Într-un minut se pot produce 6 bucăți cu lungimea de 3660 mm (12 FT) pentru arborele principal și 40 bucăți cu lungimea de 1200 mm (4 FT).
1.3. Unitățile de formare cu role (6) pot fi înlocuite în 30 de minute, iar specificațiile 24X32H pot fi produse dacă se adaugă un set de unități de formare cu role (6).
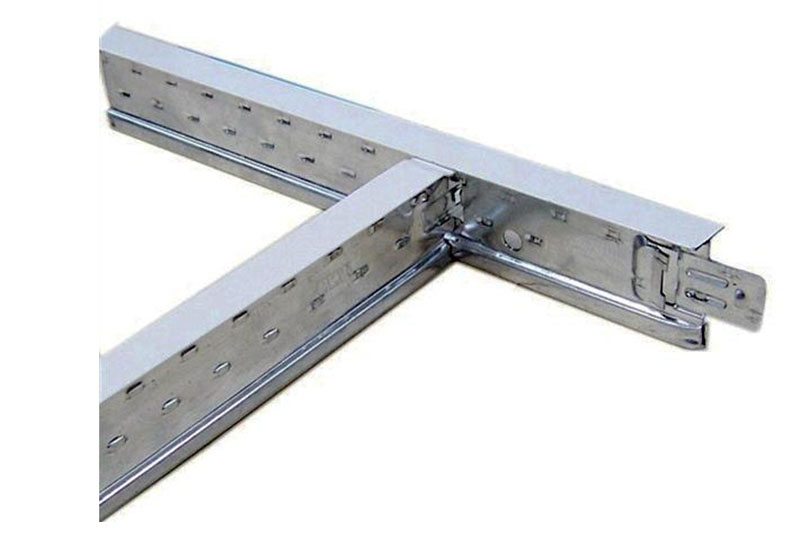
Desenul produsului:
Profil principal bară T 38h *24*3600mm/3700mm.
Profil transversal în T 38h*24*600/1200mm.
Proiectăm mașina conform desenului dumneavoastră confirmat.
1. Debobinator dublu motorizat (bobină de oțel vopsită)
1.1. Capacitate de încărcare: 1500 kg * 2
1.2. Specificații bobină: diametru exterior 2.000 mm, diametru interior 508 mm. Lățime bobină din oțel vopsit: 100 mm
1.3. Prin rulare manuală pentru a strânge bobina
1.4. Acționat de motor
1.5. Motor acționat: 1,5 kW
2. Debobinator dublu motorizat (bobină din oțel galvanizat)
2.1. Capacitate de încărcare: 3000 kg*2
2.2. Specificațiile bobinei: diametru exterior 1.500 mm. diametru interior 508 mm. lățime: 150 mm.
2.3. Prin rulare manuală pentru a strânge bobina.
2.4. Acționat de motor
2.5. Motor acționat: 1,5 kW

Unitățile de formare cu role funcționează la viteză mare, așa că avem nevoie de o unitate de stocare pentru a proteja motorul și reductorul și a le prelungi durata de viață.

Puterea motorului este de 15 kW, marca ABB.
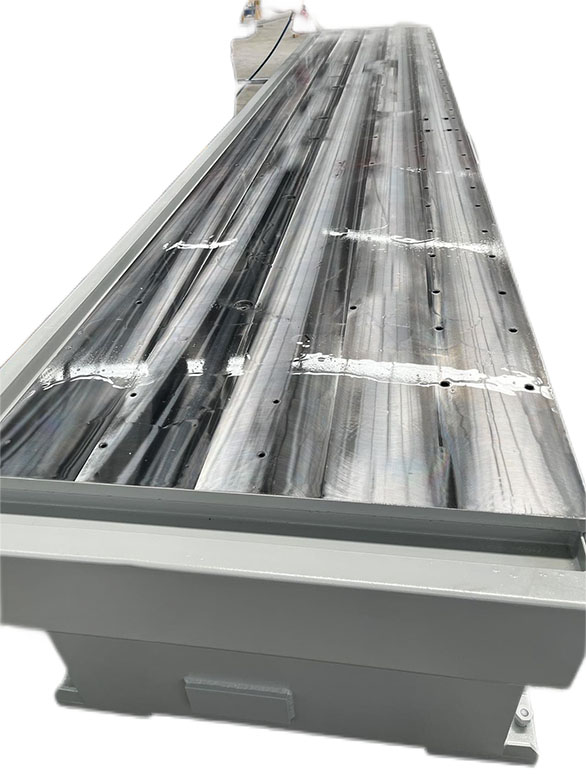
Materialul de bază al mașinii este oțel Q345-B, tratat termic integral pentru a elimina forța interioară, pentru o durată lungă de viață a mașinii.
Masa de lucru a mașinii utilizează un sistem de prelucrare CNC de mari dimensiuni pentru un nivel ridicat de precizie, toleranță plană de 0,05 mm, spațiu de 0,02 mm în unitățile de formare a rolelor sau în știftul de fixare.
Unitățile de profilare cu role (COMBI) sunt fixate pe baza mașinii. COMBI pot fi înlocuite în funcție de diferite dimensiuni ale barei în T.
Stație de profilare cu 16+ 5 role auxiliare, Materialul rolei este CR12MOV1(SKD11) Tratament termic în vid 58-62 HRC.
Mașina de profilare adoptă o structură completă a cutiei de viteze pentru a prelungi durata de viață a mașinii.
Diametrul miezului axului este de ∮40 mm, materialul este 40 CR prin tratament termic de călire.
Materialul cadrului de perete: Q345 - B, prelucrare CNC, tratament termic.
Număr scaun îndreptat: 1 set, utilizarea este pentru a îndrepta profilul din sus și jos, față și spate, stânga și dreapta.
Viteza liniei de formare 0-80M/min. Viteza rapidă sau lentă poate fi controlată automat.

Matrița de perforare folosește materialul SKD11 cu tratament termic în vid, duritatea este HRC 58–62.
Instalați 6 matrițe pentru găuri de perforare.
Lungime de tăiere 3600 mm Găuri de montare T-BAR, Conector prin perforare hidraulică, Robotul transportă bara T perforată la masa de stivuire.
Putere motor: 15KW, Mărci motoare: ABB
Presiune de lucru a pompei: 140 kg Debit hidraulic: 65 l Marca este Rexroth (germană)
Butelii de ulei, cantitate: 9 bucăți
Acumulator: 25L Marcă: OLAER (franceză)
Senzor de presiune, IFM (germană) supapa electromagnetică: Rexroth (germană)
Marca de filtrare este Parker (SUA) 10.7, uleiul este răcit cu apă sau cu aer (conform particularizării).

Mărci PLC: MITSUBISHI (JAPONIA).
Controler de forfecare: italian (SIHUA).
Putere invertor de frecvență: 15 KW marcă: YASKAWA (Japonia)
Marcă releu și întrerupător: Schneider.
Interfață om-mașină (ecran tactil) marca: KINCO, dimensiune 10,4".
Dulap electric, conectat la firul exterior prin priză rapidă.








Categorii de produse
-

Mașină de tăiat bare transversale în T cu tehnologie italiană...
-

Sistem automat de mare viteză cu specificații multiple Principal ...
-

Plafon cu tehnologie italiană SIHUA, principal și transversal...
-

Rolă de grilă T pentru tavan principal SIHUA, calitate Shanghai...
-

Mașină de formare a rolelor cu bare transversale în T pentru conectori din aliaj
-

Tavan suspendat cu mecanism de acționare transversală lung și scurt...